Videos






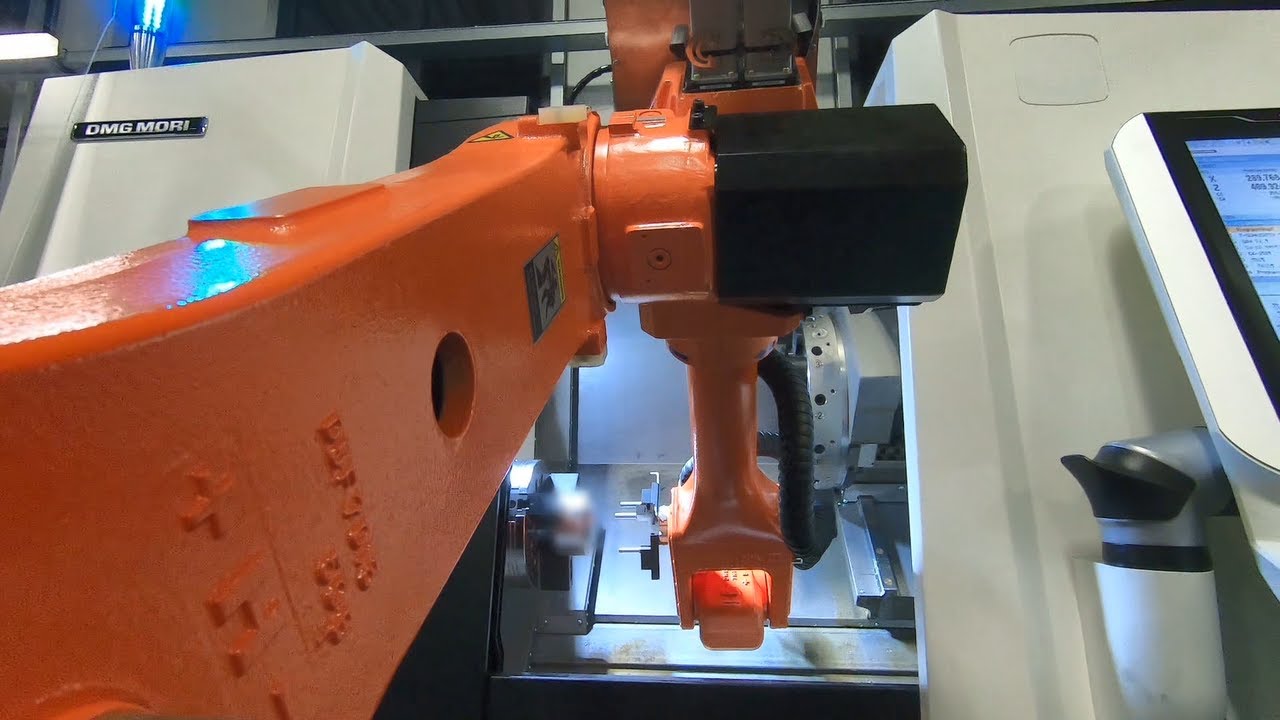
DMG MORI CMX 70 U
Automation einer DMG MORI CMX 70 U 5-Achs Fräsmaschine zur Bearbeitung gesägter Quader, bereitgestellt auf Tischwagen.

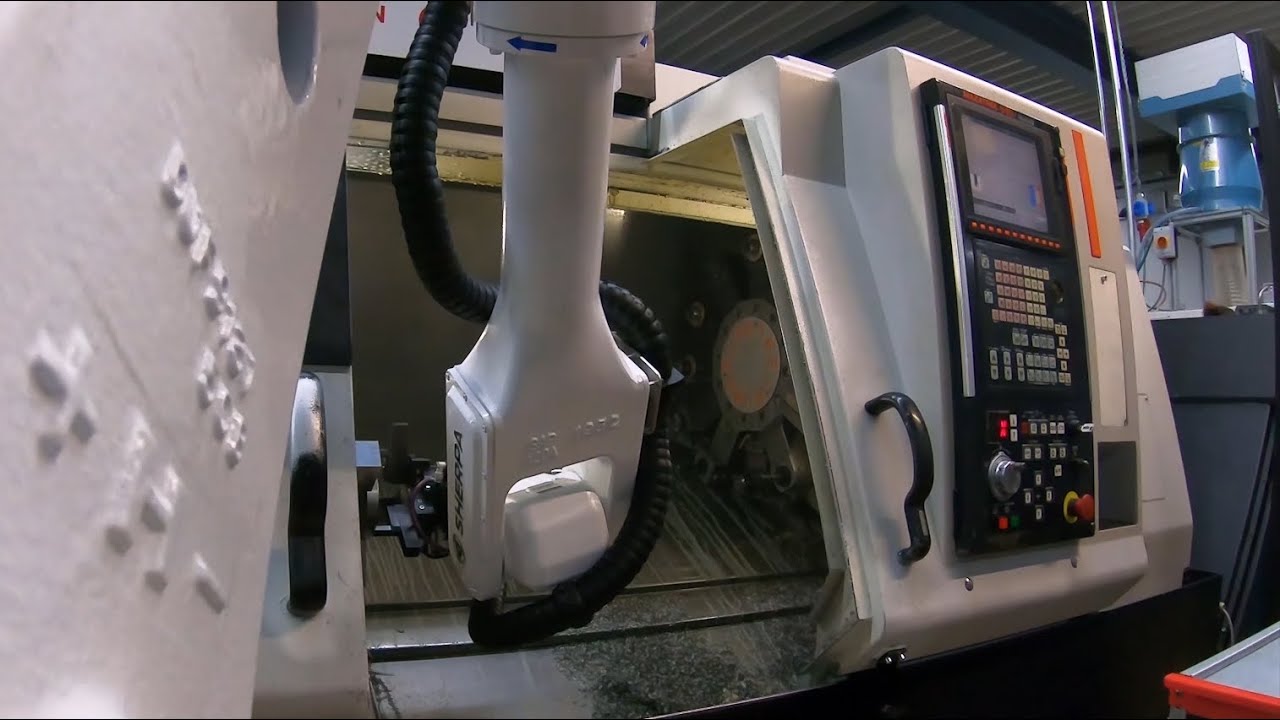
MORI SEIKI SL-400
Automation einer MORI SEIKI SL-400 Drehmaschine zur Bearbeitung gesägter Quader, bereitgestellt auf Tischwagen.

GROB G550a
Automation einer GROB G550a 5-Achs Fräsmaschine zur Bearbeitung gesägter Quader, bereitgestellt auf Europaletten.

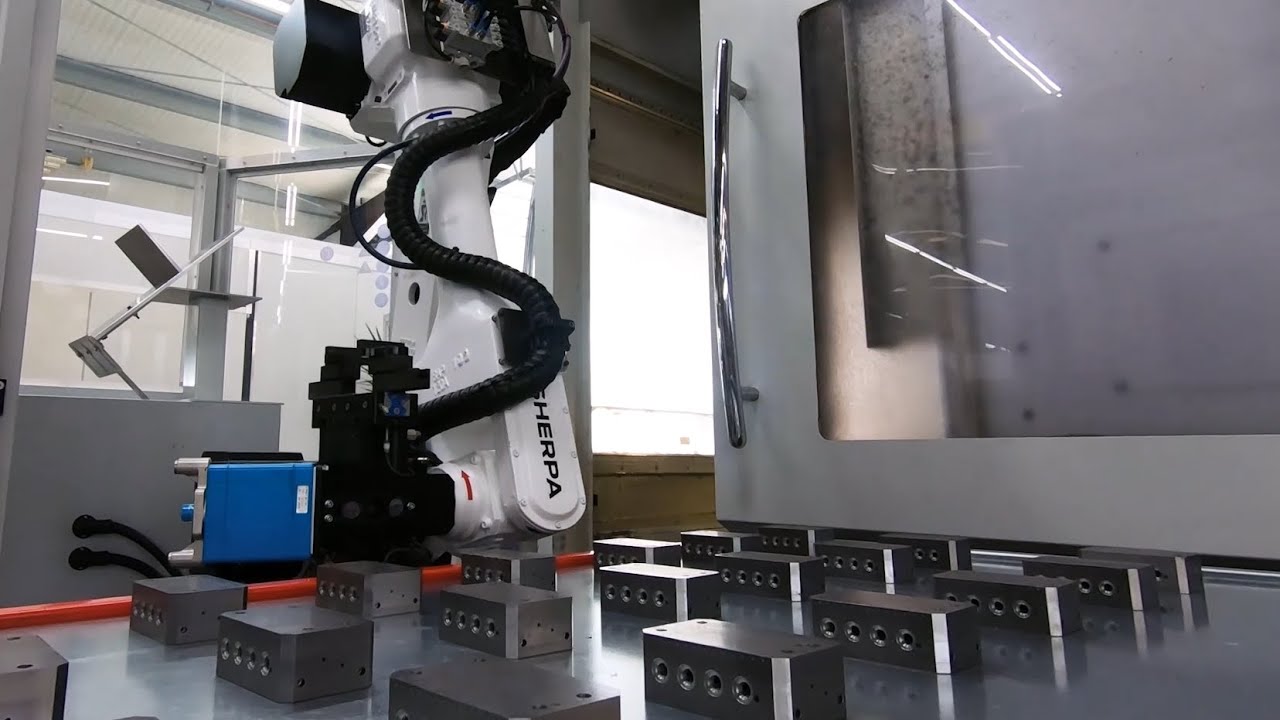
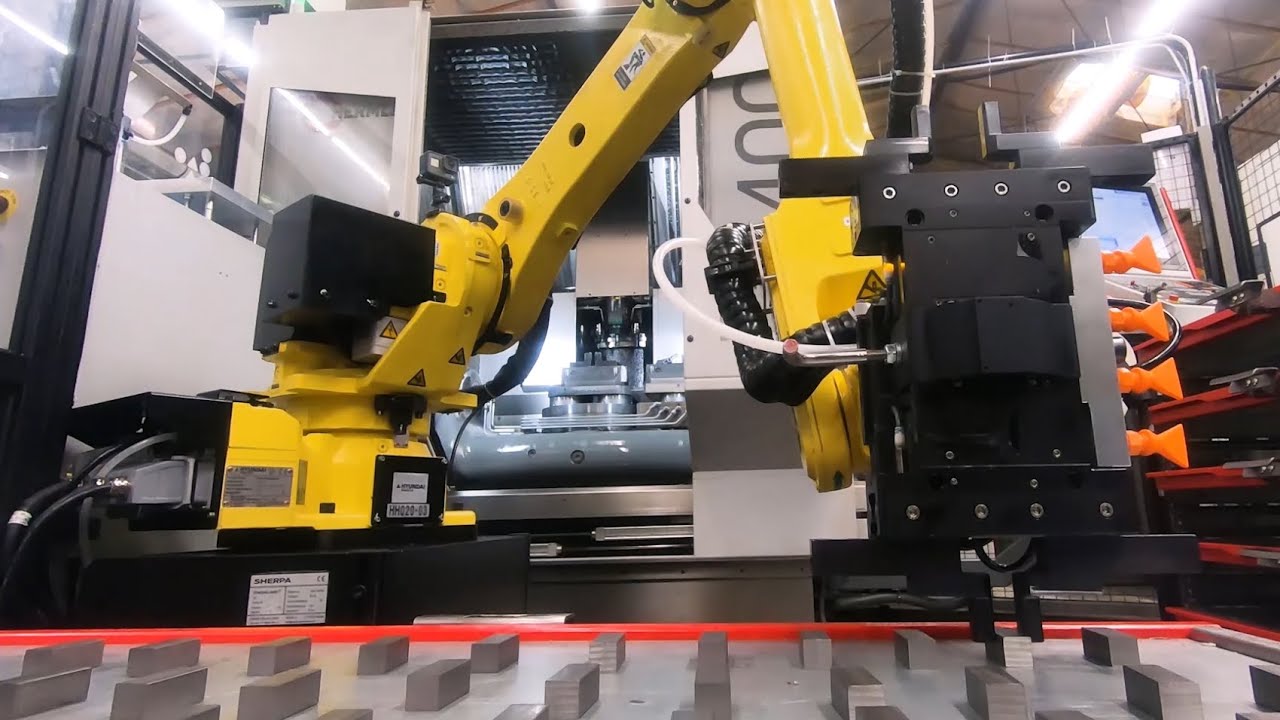
HERMLE C20 U
Automation einer HERMLE C20 U 5-Achs Fräsmaschine zur Bearbeitung von gesägten Quadern, bereitgestellt auf Tischwagen.

CHIRON Mill 3000
Automation einer CHIRON Mill 3000 3-Achs Fräsmaschine zur Bearbeitung gesägter Quader, bereitgestellt mittels Spacebox.
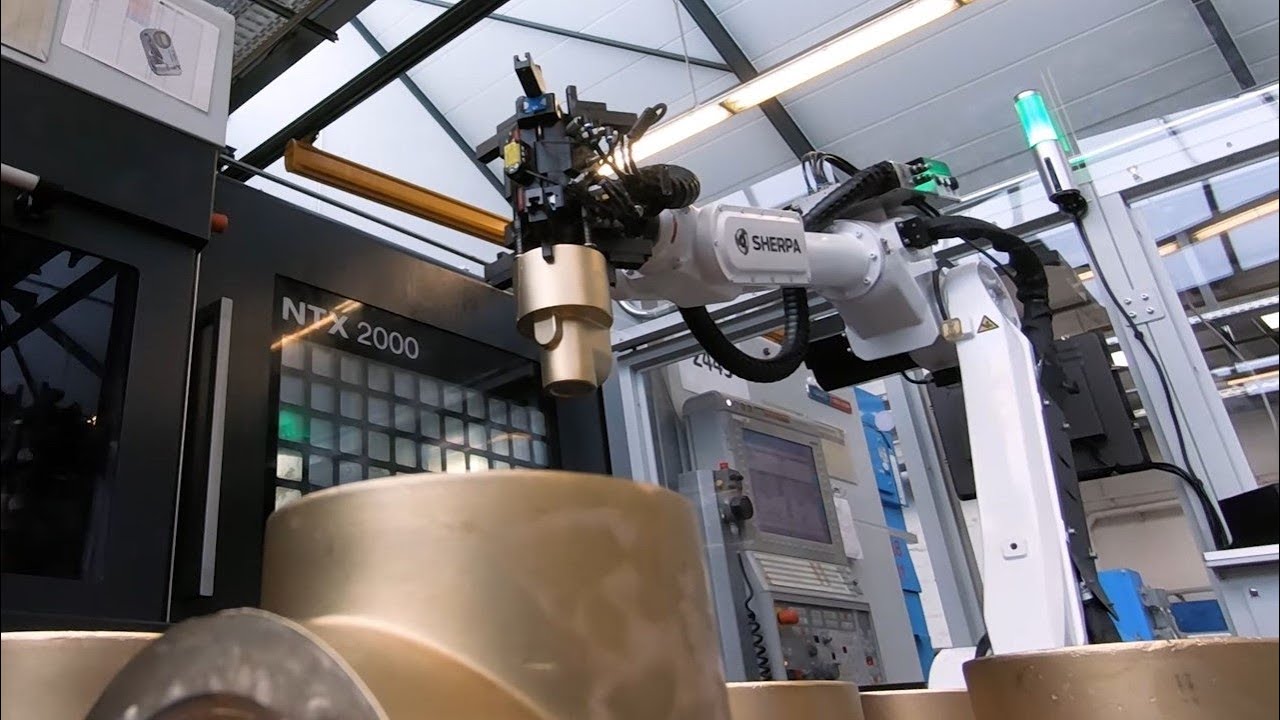
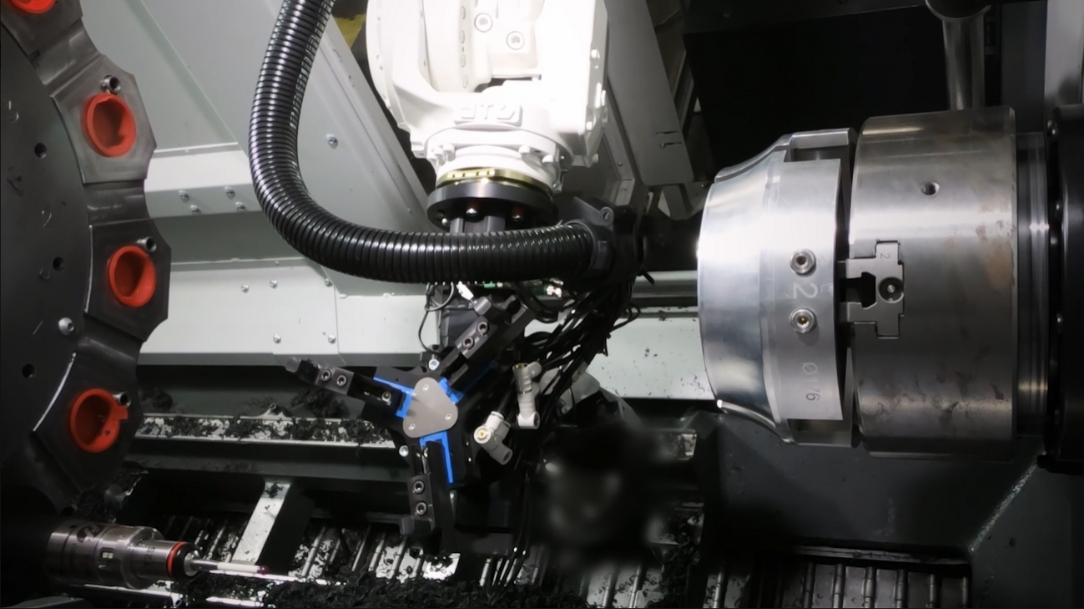
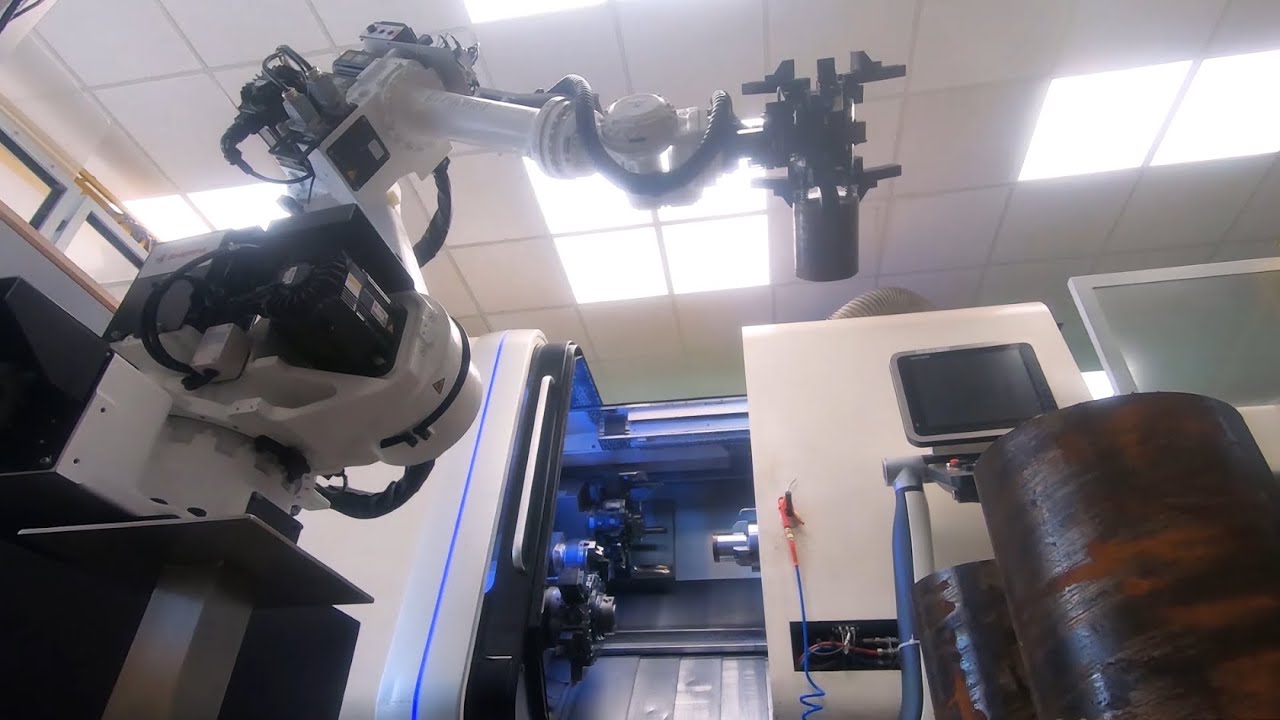
MORI SEIKI NTX2000
Automation eines MORI SEIKI NTX2000 Dreh-Fräszentrums zur Bearbeitung von Gussteilen, bereitgestellt auf Tischwagen.

MAZAK VCN-530C
Automation einer MAZAK VCN 530C 3-Achs Fräsmaschine zur Bearbeitung gesägter Quader, bereitgestellt mittels Spacebox.
DMG MORI DMU 65 FD
Automation einer DMG MORI DMU 65 5-Achs Fräsmaschine zur bearbeitung gesägter Quader, bereitgestellt mittels Spacebox.
SPINNER U-1520
Automation einer SPINNER U-1520 5-Achs Fräsmaschine zur Bearbeitung gesägter Quader, bereitgestellt mittels Spacebox.
MAZAK QuickTurn 250M
Automation einer MAZAK Quick Turn 250M Drehmaschine zur Bearbeitung zylindrischer Sägeabschnitte, bereitgestellt mittels Spacebox.
DMG MORI CTX800 beta
Automation einer DMG MORI CTX800 beta Drehmaschine zur Bearbeitung von großen Zylindern, bereitgestellt auf Europaletten.

GILDEMEISTER CTX 420 linear
Automation einer GILDEMEISTER CTX 420 Drehmaschine zur Bearbeitung von Ringen, bereitgestellt mittels Spacebox.
HERMLE C400
Automation einer HERMLE C400 5-Achs Fräsmaschine zur Bearbeitung von gesägten Quadern, bereitgestellt mittels Spacebox.

GROB G350
Automation einer GROB G350 5-Achs Fräsmaschine zur Bearbeitung von gesägten Quadern, bereitgestellt auf Tischwagen.

MAZAK Integrex i-400 ST
Automation eines MAZAK Integrex i-400 ST Dreh-Fräszentrums zur Bearbeitung von Zylindern, bereitgestellt auf Tischwagen.

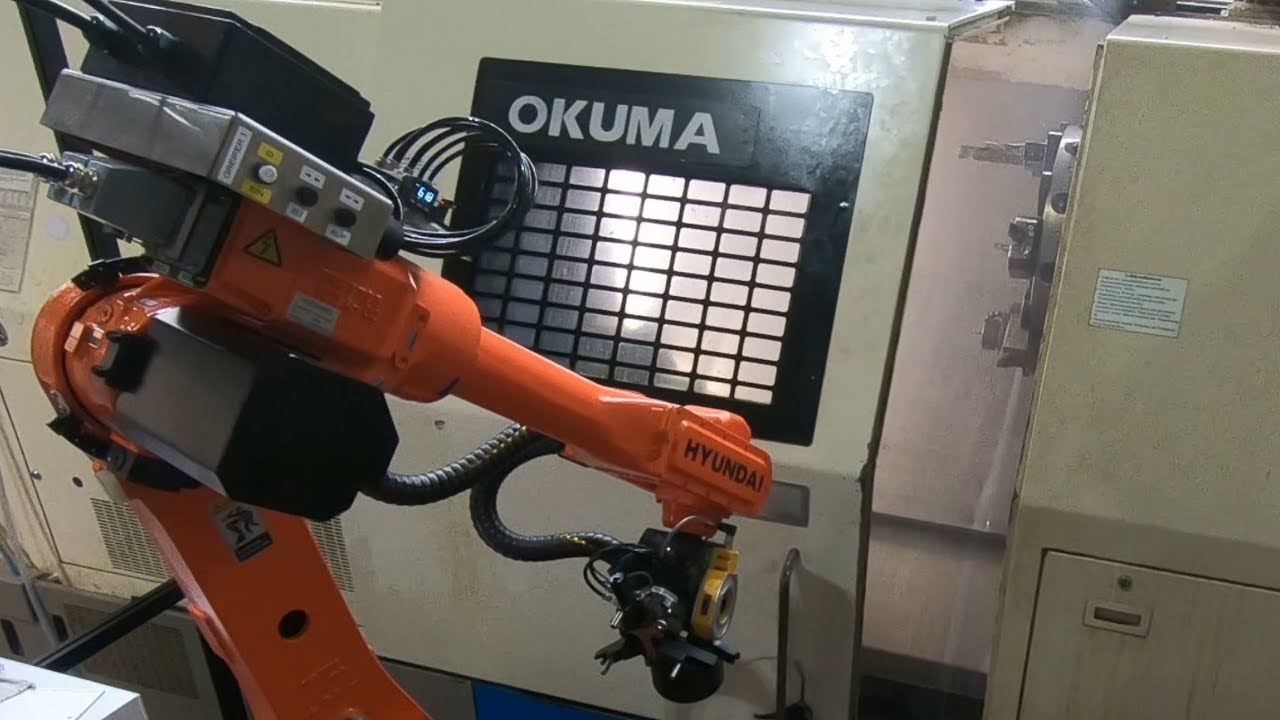
OKUMA SimulturnLU300-M
Automation einer OKUMA Simul Turn LU300-M Drehmaschine zur Bearbeitung von Ringen, bereitgestellt auf Tischwagen.

GILDEMEISTER CTX 400
Automation einer GILDEMEISTER CTX 400 Drehmaschine zur Bearbeitung gestapelter Sägeabschnitte, bereitgestellt auf Europaletten.
MAZAK QuickTurn 200MS
Automation einer MAZAK Quick Turn 200MS Drehmaschine zur Bearbeitung von zylindrischen Sägeabschnitten, bereitgestellt mittels Spacebox

DOOSAN Puma 2600S
Automation einer DOOSAN Puma 2600S Drehmaschine zur Bearbeitung von großen Zylindern, bereitgestellt mittels Europaletten.
MAZAK Integrex 200-II SY
Automation eines MAZAK Integrex 200-II SY Dreh-Fräszentrums zur Bearbeitung von Zylindern, bereitgestellt mittels Spacebox.
DMG MORI CLX 350
Automation einer DMG MORI CLX 350 Drehmaschine zur Bearbeitung von Ringen, bereitgestellt mittels Spacebox.

MAZAK QuickTurn250 MY
Automation einer MAZAK QT250 MY Drehmaschine zur Bearbeitung von Wellen, bereitgestellt auf Europaletten.

HAAS UMC 750
Automation einer HAAS UMC 750 5-Achs Fräsmaschine zur Bearbeitung von gesägten Quadern, bereitgestellt auf Tischwagen.

DMG MORI CTX beta 1250 TC
Automation eines DMG MORI CTX beta 1250 TC Dreh-Fräszentrums zur Bearbeitung von Wellen, bereitgestellt auf Europaletten.

OKUMA LB3000 EX
Automation einer OKUMA LB3000 EX Drehmaschine zur Bearbeitung von zylindrischen Sägeabschnitten, bereitgestellt auf Tischwagen.

MORI SEIKI SL-250
Automation einer MORI SEIKI SL-250 Drehmaschine zur Bearbeitung von zylindrischen Sägeabschnitten , bereitgestellt auf Tischwagen.
MORI SEIKI SL-250
Automation einer OKUMA LB35-II Drehmaschine zur Bearbeitung von zylindrischen Sägeabschnitten, bereitgestellt auf Tischwagen.

DOOSAN Puma TL 2400 LM
Automation einer DOOSAN Puma TL2400 LM Drehmaschine zur Bearbeitung von Wellen, bereitgestellt auf Europaletten.
MORI SEIKI SL-204
Automation einer Mori Seiki SL-204 Drehmaschine zur Bearbeitung von Sägeabschnitten, bereitgestellt auf einem Tischwagen.

MAZAK QuickTurn250 MY
Automation einer MAZAK QT250 MY Drehmaschine zur Bearbeitung zylindrischer Sägeabschnitte, bereitgestellt auf einem Tischwagen.
Modul Messen
In den Entladeprozess integriertes Koordinatenmessgerät für verlässliche Daten zur Qualitätsprüfung
Modul Wenden
In den Beladeprozess integrierte Station zum Wenden von Werkstücken vor der OP2
Modul Vorprägen
In den Fertigungsprozess integrierter Prägeschraubstock für schmale bis sehr breite Werkstücke

Modul Reinigen
In den Entladeprozess integrierte Station zur Reinigung der bearbeiteten Werkstücke von Spänen und Kühlschmierstoffen
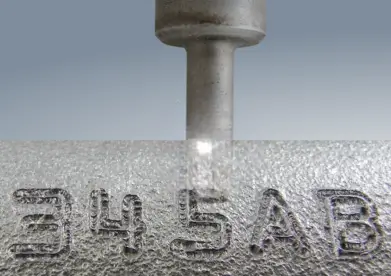
Modul Markieren
In den Entladeprozess integrierte Markierstation mit verlässlicher Nadel aus Karbid und großem Markierfenster
Modul Abstechen
Erweiterungsmodul Abstechen zum Fertigen mehrerer Halbzeuge aus einem Rohteil

Modul Ausrichten
Ausrichtstation zum Vorpositionieren von Formteilen für lageorientiertes Einlegen in die Bearbeitungsmaschine
Elektischer Spindelantrieb
Automation von Maschinenschraubstöcken ohne Drehdurchführung, mit drehmomentgenauer Steuerung des Anzugsmoments